Decrypt the entire production process of 18650 battery cells.
Lithium batteries are currently the most widely used batteries in the digital field. Its most prominent advantage is its high energy density, making it suitable for digital products that place great emphasis on size and portability. Meanwhile, compared to traditional dry batteries, lithium-ion batteries can be recycled and have environmental advantages. Both positive and negative electrode materials of lithium-ion batteries can absorb and release lithium ions. However, the chemical potential energy of lithium ions differs between the positive and negative electrodes. The chemical potential energy of lithium ions in the negative electrode is high, while the chemical potential energy of lithium ions in the positive electrode is low. When lithium ions are discharged, the lithium ions stored in the negative electrode are released and absorbed by the positive electrode. Due to the higher chemical potential energy of lithium ions in the negative electrode compared to the positive electrode, this potential energy difference is released in the form of electrical energy. The charging process is a reversal of the above process, releasing lithium ions from the positive electrode into the negative electrode. Due to the back and forth migration of lithium ions between the positive and negative electrodes, lithium-ion batteries are also known as rocking chair batteries.

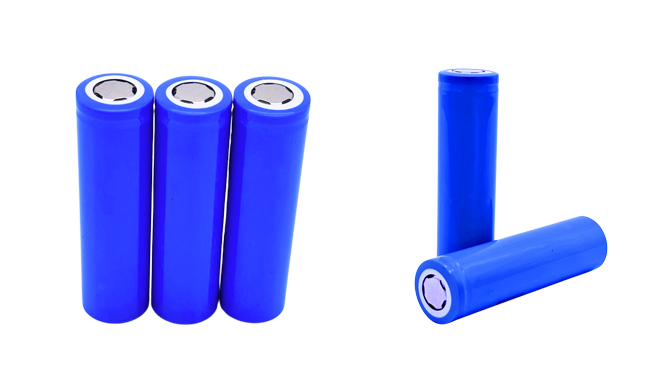
18650 is currently the most common lithium battery packaging method, whether it is the most popular ternary material, the nationally promoted lithium iron phosphate, or the yet to be popularized lithium titanate, all have 18650 specifications. 18650 type battery cells are packaged in a cylindrical cylindrical shape using a Cylindrical packaging method. These cells have a diameter of 18mm and a length of 65mm, and are widely used in fields such as power banks, electric vehicles, laptops, and high-intensity flashlights. The advantage of this type of packaging is that it has uniform specifications, facilitates automation and large-scale production, and has high mechanical strength, strong impact resistance, and high yield rate; In addition, there is a Prismatic square pouch package, commonly found on mobile phones and tablets. The most direct benefits of this type of package are its lightweight, small size, and portability.
In the era of laptops,
18650 battery cells were still the behind the scenes heroes of digital products. With the popularity of smart devices such as smartphones and tablets, 18650 has also begun to move from behind the scenes to the front stage and become well-known to the public. So, how was the seemingly simple 18650 battery cell born? What secrets does it have? Next, let's explore its birth process together. Recently, I had the opportunity to visit and learn from a chip factory in Dongguan. I will introduce the birth process of 18650 battery cells from three aspects: coating, assembly, and testing, with vivid pictures and text.
Production process of battery cells 1: Coating
Before entering the production workshop, it is necessary to wear a mask and shoe cover to avoid inhaling dust and generating static electricity. Firstly, starting from the coating process, large rolls of copper foil (yellow) and aluminum foil (silver) can be seen in this process. Aluminum foil is used to coat nickel cobalt manganese NCM ternary materials; On the contrary, copper foil is used to coat the negative electrode active material graphite; The white one is the diaphragm. Global lithium battery separators are mainly dominated by manufacturers such as Asahi, Celgard, SK, Toray, W-SCOP, and these foreign companies hold nearly 70% of the market share. The market share of Chinese separator enterprises is about 30%, and the independent localization of lithium battery separators is constantly breaking through. The capacity of the battery cell is obtained based on the blending ratio and area of these formulas.
The width of the positive and negative electrode materials coated in a whole roll is about 126mm. Next, they need to be cut into 7 small rolls with a width of about 18mm. Each roll will be evenly divided into several sections, and each section represents the material required for a battery cell. According to engineer Xu Gong from the battery cell factory, the current selling price of ternary positive electrode materials is 120000 yuan per ton, and each ton of material can be used to produce 50000 battery cells; The current daily production capacity of battery cells is 500000 units, requiring the use of 10 tons of ternary positive electrode materials, which alone costs 600000 yuan per day.
Automated machines will apply nickel strips and insulating high-temperature resistant Mylars to each section, and the next step is to weigh them in five levels: heavy, A1, A2, A3, and light. Similar to the selection of CPU wafers, the same batch of cutting processes can also result in different configurations. Based on different configurations, corresponding capacities can be divided and paired for shipment.
Production process two of battery cells: assembly
The sorted positive and negative electrodes will be fully automatically wrapped here, and the white material is the separator. The battery cell cannot function normally in this way, and electrolyte needs to be added as a medium to cause chemical reactions between the positive and negative electrodes. Only then can lithium ions migrate between the positive and negative electrodes, generating charge ions to output energy. Only then can the lithium battery be charged and discharged. After being automatically wrapped, it rolls directly onto the assembly line and enters the next assembly step to be loaded into the steel shell.
The steel shell is formed by integral stamping with a thickness of less than 1mm, so high requirements are placed on the strength and quality of the steel. This chip factory uses imported Korean steel materials.
This step connects the negative electrode lug to the bottom of the steel shell by spot welding. The factory uses Japanese Miyachi laser spot welding machines to ensure spot welding accuracy and product quality. The spot welding machine cannot weld the bottom of the steel shell. First, insert it into the reserved small hole at the bottom, then put in the spot welding machine, click it, and the negative electrode is connected to the bottom of the steel shell with a nickel strip.
The electrolyte is injected into a glove box filled with inert gas argon, and the oxygen concentration inside the glove box must be below 10ppm (close to an anaerobic vacuum environment) to prevent electrode oxidation. The electrolyte argon gas is input into the sealed box through a circulating purification device, which contains catalyst and reducing agent hydrogen gas. Oxygen can be removed by the hydrogen oxygen reaction to generate water. At the same time, the desiccant in the device absorbs moisture to ensure a dry atmosphere inside the box.
The battery cells injected with electrolyte have been laser welded to integrate the cap with the steel shell. Rows of neat and orderly stacking, ready to go.
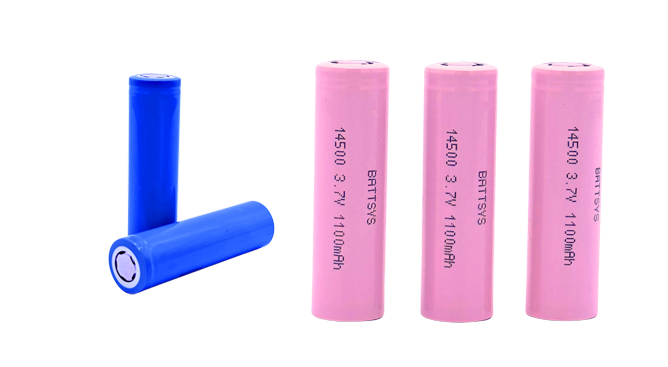
A new battery cell was born in this way. Each battery cell needs to be fitted with a "new clothing" PVC sleeve classified by capacity.
Different capacities correspond to different PVC sleeves. Here, we see multiple colors such as green, blue, and pink, and the rich appearance colors add a sense of fashion to the battery cells.
Production process three of battery cells: initial charging and testing
After injecting electrolyte, the battery cell has not yet stored electricity, and the state of the positive and negative electrode surfaces has not reached stability. It must be charged for the first time before it can be used normally, which is called "formation". When charging for the first time, additional power needs to be added to create a protective film on the electrode surface, which is the secret of low self discharge in lithium-ion batteries. Meanwhile, the properties of the protective film also affect the performance and lifespan of the battery. Therefore, the chemical conversion process is very important. The transformation is completed using a separate container.
Battery cells are chemicals, and in order to ensure safety and longevity, they need to be paired and packaged in boxes of 200 before leaving the factory. Ensure consistency in three aspects: consistent capacity, consistent internal resistance, and consistent voltage. Only in this way can we leave the factory normally, otherwise we will be relegated to the cold palace and become B-class or C-class battery cells.
The first test is capacity. In order to ensure the accuracy of capacity testing, the factory has purchased industry-leading Bell fully automatic capacity divider cabinets to meet the daily capacity demand of tens of thousands of units. Newly born battery cells need to undergo 5 cycles of aging testing to select those that cannot work or have capacity deviations. According to the national standard GB/T18287-2013 "General specification for lithium-ion batteries and battery packs for mobile phones", perform a 0.2C charge and discharge test. Charge the battery with an appropriate current until it reaches 4.20V (high voltage version requires charging to 4.30V or 4.35V), and let it stand for a period of time (more than 15 minutes) to make the battery temperature close to room temperature and the polarization inside the battery basically dissipate. The test is conducted by discharging at 0.2C to a termination voltage of 2.75V, and only when the specified capacity is reached can it be considered qualified. Here, C is a multiplication unit. Taking a 2600mAh battery cell discharge as an example, 0.2C is 520mA discharge.
The second test is internal resistance. Nowadays, battery cell factories are equipped with internal resistance automatic screening machines, which can be used for assembly line screening. 18650 ternary material, with an internal resistance within 70 milliohms, is considered a qualified product; Anything below 30 millieuros is considered a highly sought after delicacy. If it is lithium iron phosphate or lithium titanate, the internal resistance can be within 20 milliohms.